

固体潤滑剤皮膜形成の代表例
機能性コーティング被膜(ドライフィルム)について、その工程と特徴をお伝えします。
ここでは、乾性潤滑被膜の代表例である、二硫化モリブデン、グラファイト、PTFE等の固体潤滑剤を有機、無機の特殊バインダー内に分散させた機能性コーティング被膜(ドライフィルム)について、その工程と特徴をお伝えします。(日本エムティ(株)殿からの抜粋)
特徴
- 終身潤滑剤として使用可能。
摺動面に対し、オイル、グリス等が給油ができない箇所に対して 長期効果を発揮します。 - 高荷重下における潤滑での初期馴染み効果
初期馴染み領域から早期に良好な摺動面を形成する事でメンテナンスフリーを実現します。 - 金属に限らずゴム、プラスチックにも処理が可能です。
- 低温域(-100℃)から超高温(800℃)の幅広い領域での摺動性と安定性を付与できます。
- 低摩擦、耐摩耗潤滑と併せ、耐食性も付与できます。
- コーティング膜厚は5~100μm等が可能です。
- 多様な処理方式。スプレー、ディッピング、ディスペンサー等の処理システムにより単品から量産品まで高品質なコーティング被膜を効率的且つ低コストに提供致します。
- 放熱、断熱等の熱特性、導電、絶縁等の電気特性を付与する事も可能です。
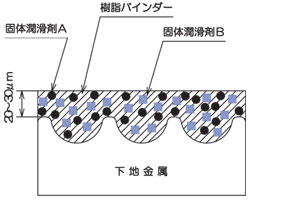
機能性コーティング被膜形成イメージ図
機能性コーティング(ドライフィルム)工程
脱脂洗浄

ドライフィルム塗膜の密着性を高めるため、切削や防錆処理などで付着した部品表面の不純物を除去します。洗浄溶媒としては主に極性溶剤、非極性溶剤、水系溶剤を用います。
下地処理

部品表面のドライフィルム塗膜の密着面積(表面粗さ)拡大や錆・クラックの除去、濡れ性向上を目的に下地処理を行います。
●燐酸塩処理 ●ショットブラスト ●コロナ放電処理 ●アルマイト処理 等です。
二次洗浄

下地処理をされた製品は、表面にショットブラストの粉などが付着しているので、もう一度洗浄をして完全に表面をきれいにします。
ここでゴミなどが残っていると、そのまま塗装面に入ってしまい、潤滑効果を損ない、かつ組立後の製品精度に影響しますので洗浄は大変重要な作業です。
予熱

完全に表面がきれいになった製品は、塗装するとき表面を塗料が流れ落ちないようにするために少し熱を持たせます。
こうすることにより、塗料が早く乾いて流れ落ちなくなります。
塗装



塗料(固体潤滑剤)の塗装には、上から順番に『塗装ガンによる手吹き』『自動塗装ガンによる自動塗装』『洗浄から焼成までを無人で行う自動塗装ライン』など、塗料をスプレー塗装する工程です。
この他に、『タンブリング』『ディッピング』『印刷』『ディスペンサー』などの塗装方法があります。
乾燥・加熱硬化
塗装された製品は炉の中でゆっくりと乾燥した後、120℃~150℃の温度で焼成します。
これにより塗料の中に含まれている樹脂が硬化し強靱な固体潤滑剤皮膜が形成されます。
製品検査

| 炉から出された製品は膜圧や塗装面の状態を検査します。 |
グリースから乗り換えなど固体潤滑剤&塗布装置のお問い合わせは0561-82-7225受付時間 9:00 - 18:00 [ 土日・祝日除く ]
お問い合わせはこちら お気軽にお問い合わせください。